

毛坯→平面磨→外径无心磨→内径粗磨→内径细磨→内沟道/外沟道→超高精度
(一)平面磨加工操作方法:
1.毛坯到货首先测量余量有多少,测量过程抽检5个不同点位的样品,记录精准余量值。
2.毛坯放入磨床卡盘,最少要测量3次,最终测量到理想工艺尺寸(高度成品尺寸)。
3.平面研磨机可以设定尺寸,第一盘加工完以后即可知道需要设订的尺寸。
4.根据各产品型号的高度不同,要求所有型号加工的公差为0.01-0.02mm(1丝)之间,即保证在1丝之内。
5.平面的平行差要求在0.002mm之内。
(二)内外圈外径无心磨加工操作方法:
1.内外圈加工外径,首先要测量外径余量有多少;
2.加工外径第一遍,最好磨加工不超过5丝,外径磨圆了以后,第2遍后就可以加工多一点不限遍数,只限加工到尺寸即可,最后两遍,每遍建议加工不超过3丝,这样才能保证质量。
3.加工产品过程中注意外径磨伤。
4.外径壁厚公差在0.002mm以内。
5.外径的尺寸都有个标准件,尺寸:以标准件为准,
公差:(-0.002)--(-0.005)mm之间,锥度:0.002mm之内。
(三)内径粗磨加工操作方法:
1.加工内径时,首先测量内径毛坯到成品的余量有多少;
2.车间师傅把机床型号换号之后,操作工要把标准件对好测量仪器,加工的产品以标准件和工艺为准。
3.粗磨加工的尺寸根据每个型号给细磨留余量,预留余量为0.04-0.05mm,锥度在0.005mm之内,椭圆在0.005mm之内。
4.内径壁厚公差在0.002mm以内。
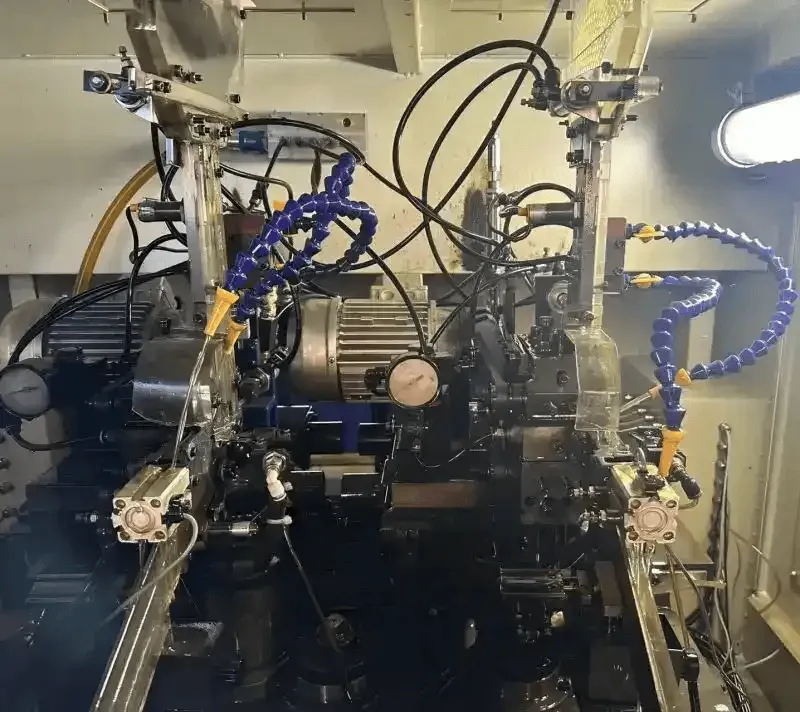
(四)内径细磨加工操作方法:
1.加工内径时,首先测量内径粗磨到成品的余量有多少;
2.车间师傅把机床型号换号之后,操作工要把标准件对好测量仪器,加工的产品以标准件和工艺为准。
3.细磨加工的尺寸根据工艺和标准件,
尺寸公差:(-0.002)--(-0.005)mm之间,
锥度在0.002mm之内,椭圆在0.002mm之内。
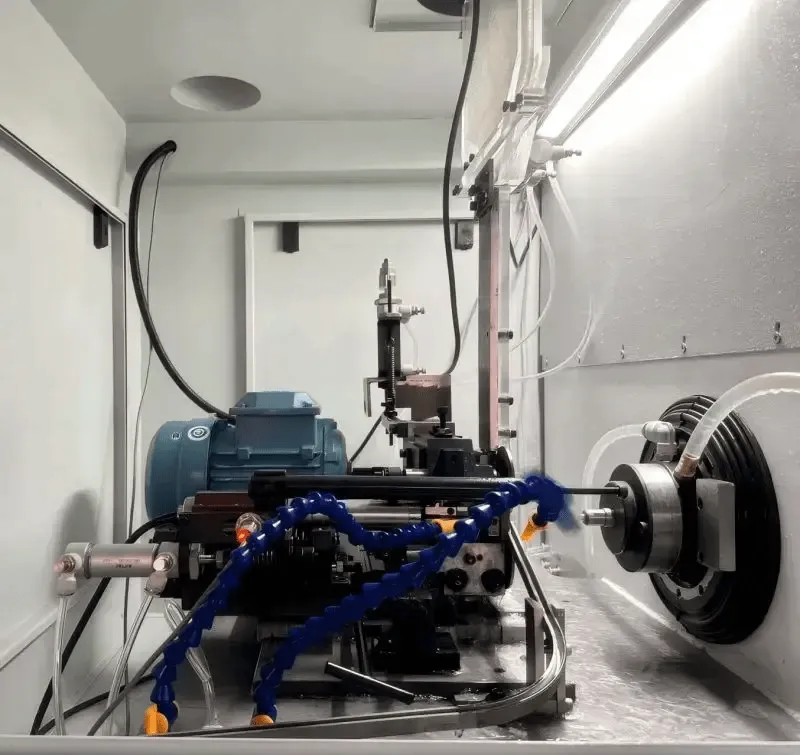
(五)内沟道加工操作方法:
1.首先进行内沟粗磨,师傅首先将机床型号换好,换好后操作工首先将标准件把仪器对好,首件产品以工艺为准做好记录,粗磨沟道要给细磨沟道预留的余量为0.08-0.1mm之间,内沟粗磨椭圆在0.003mm之内,沟曲率:以刮色球为准,沟摆在0.005mm之内,沟位置在0.005mm之内。
2.第二步进行内沟细磨,师傅首先将机床型号换好,换好后操作工首先将标准件把仪器对好,内沟细磨尺寸以标准件为准做好记录,内沟细磨椭圆在0.002mm之内,沟曲率:以刮色球为准,沟摆在0.002mm之内,沟位置在0.003mm之内。
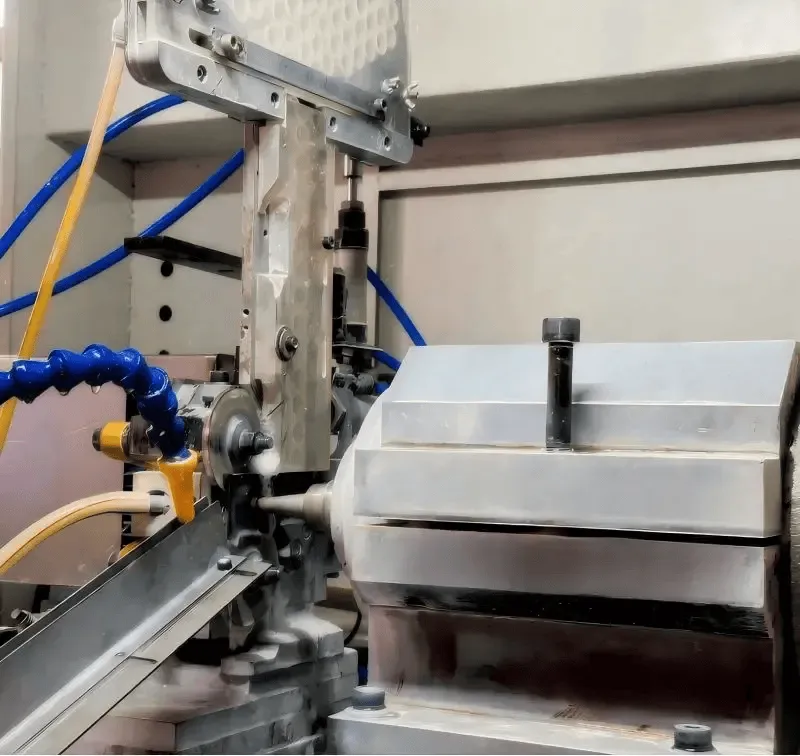
(六)外沟道加工操作方法:

1.首先进行外沟粗磨,师傅首先将机床型号换好,换好后操作工首先将标准件把仪器对好,首件产品以工艺为准做好记录,粗磨沟道要给细磨沟道预留的余量为0.08-0.1mm之间,外沟粗磨椭圆在0.003mm之内,沟曲率:以刮色球为准,沟摆在0.005mm之内,沟位置在0.005mm之内。
2.第二步进行外沟细磨,师傅首先将机床型号换好,换好后操作工首先将标准件把仪器对好,外沟细磨尺寸以标准件为准做好记录,外沟细磨椭圆在0.002mm之内,沟曲率:以刮色球为准,沟摆在0.002mm之内,沟位置在0.003mm之内。
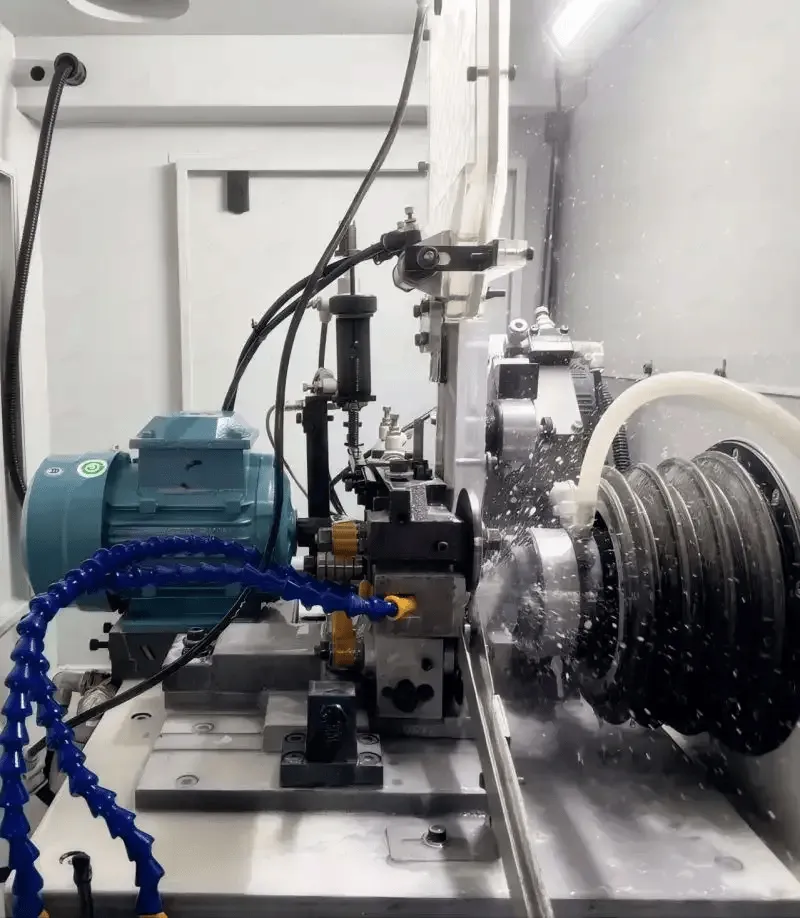
(七)超精加工操作方法:
1.师傅换好型号后,超精油石要选对,根据产品沟曲率油石选择多宽的;
2.首先将油石弧度磨好,磨到产品R的大小后再进行加工,前期磨合过程中的产品再上料进行超精加工;
3.加工好的合格产品,我们以放大镜的形式检测,合格产品与不合格产品通过放大镜呈现不同的光洁度,最终要看沟径有没有下尺寸,沟曲率有没有改变形状。
注意:内沟道超精加工后最好摆放至料盘内,防止内沟道被刮伤。装配清洗的时候也要注意防止内沟道之间的摩擦或接触。